3.2 內(nèi)孔表面粗糙度的建模分析
在磨料流加工中����,假定工件內(nèi)表面輪廓均勻�,初始表面粗糙度為Ra0��,并且磨料在壓力作用下沿工件內(nèi)孔的軸線方向往復(fù)移動(dòng)����,劃痕方向上的峰谷粗糙度Rt0與算術(shù)平均表面粗糙度Ra比值恒定���。假定Rai為第i次加工后獲得的內(nèi)孔表面粗糙度,其模型可由(1)式計(jì)算�����,即
式中:N為單位面積作用的磨料的磨粒數(shù)量;ls為加工行程����;Rw為磨料流的半徑;Rc為磨料缸的內(nèi)徑���;dg為磨粒的直徑�;t為材料去除深度��。由(1)式可知當(dāng)工件內(nèi)表面較粗糙時(shí)��,材料去除深度較大�����,應(yīng)采用較大的磨粒直徑��。若想獲得高精度內(nèi)表面�,磨粒直徑應(yīng)隨工件表面粗糙度的變化及時(shí)調(diào)整�,采用多階段磨料流加工����,根據(jù)每個(gè)加工階段后工件表面粗糙度,逐漸減小磨料直徑��。
3.3 磨料流加工對(duì)內(nèi)孔表面粗糙度的影響
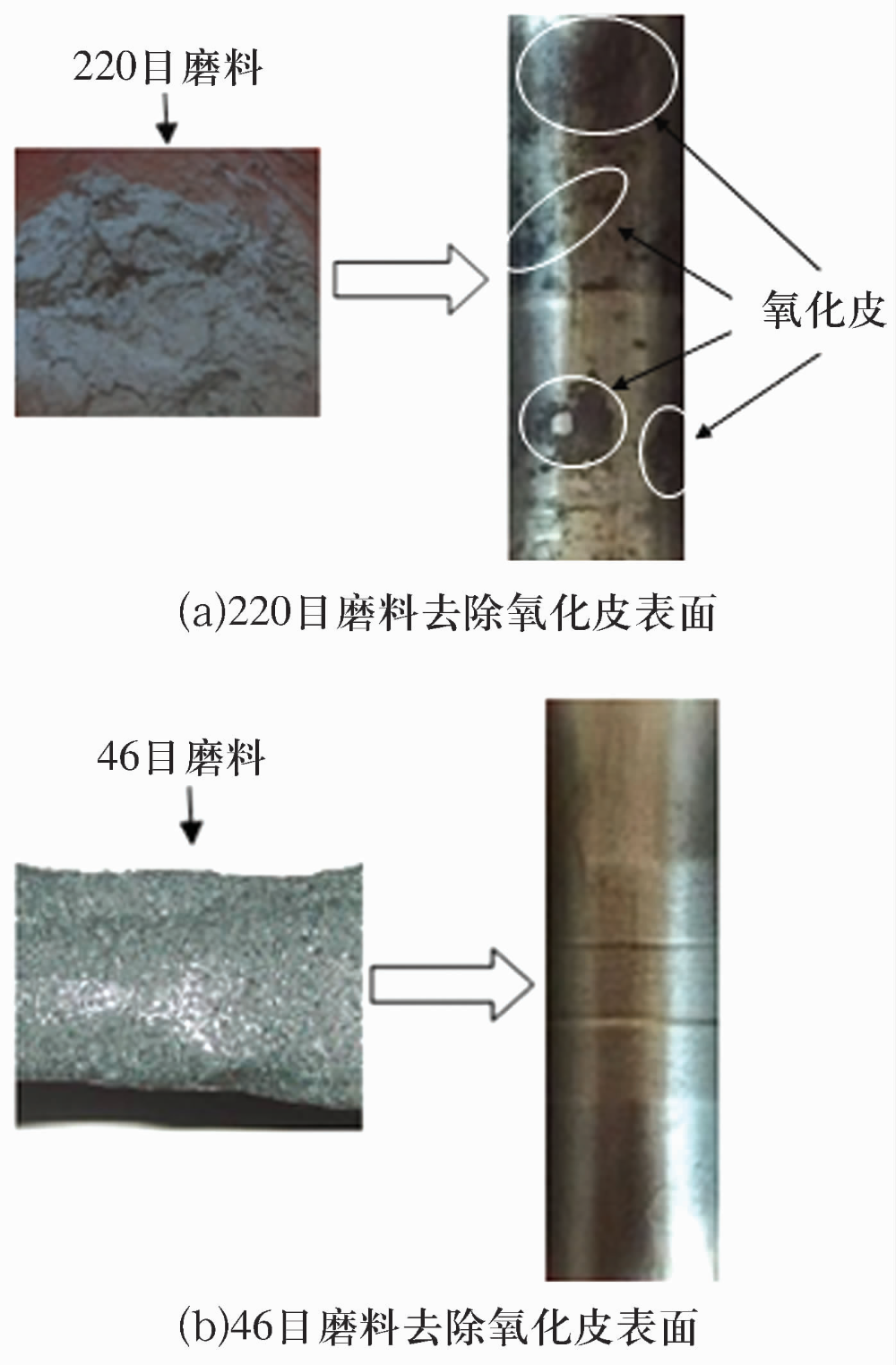
表面粗糙度作為表面完整性的一個(gè)重要指標(biāo)��,對(duì)產(chǎn)品質(zhì)量起著決定性作用��。通過(guò)試驗(yàn)可以看出磨料流加工時(shí)����,游離態(tài)的碳化硅磨粒對(duì)GCr15軸承鋼滾子內(nèi)表面粗糙度具有很好的改善效果��。利用接觸式探針對(duì)磨料流加工后的滾子內(nèi)孔表面粗糙度進(jìn)行測(cè)量,結(jié)果如圖5所示:隨著氧化皮的去除��,內(nèi)孔表面粗糙度Ra值均明顯下降����。內(nèi)孔表面經(jīng)過(guò)15 min磨料流加工后,采用46目磨粒時(shí)����,Ra由初始的4.60 μm降至1.00 μm;而采用220目的磨粒時(shí)���,Ra僅降至1.63 μm。由此可見(jiàn)�,選擇合適的磨粒目數(shù)對(duì)表面的加工精度和加工效率起到至關(guān)重要的作用���。
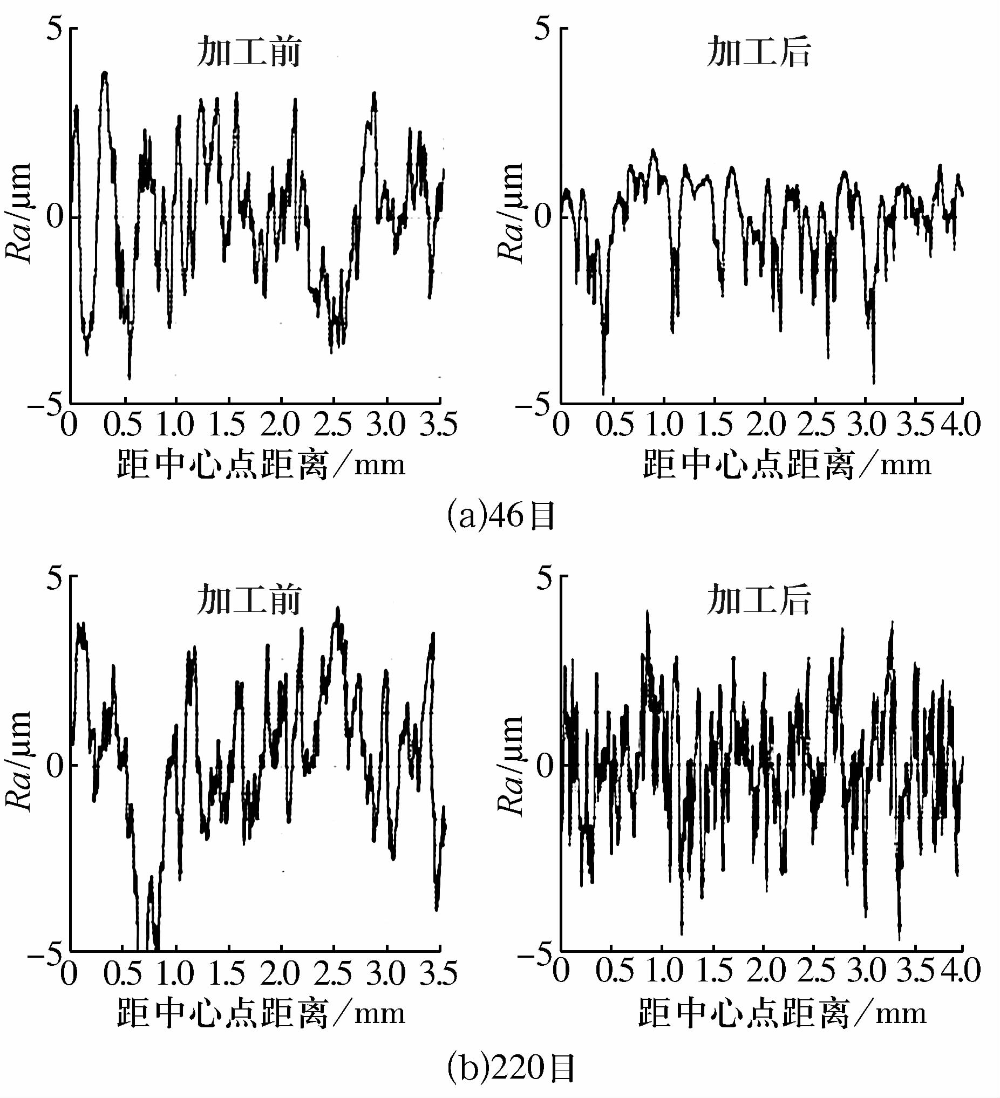
圖5 磨料流加工前后滾子內(nèi)孔表面粗糙度
Fig.5 Surface roughness of bore surface of roller before and after abrasive flow machining
3.4 進(jìn)出口處的過(guò)拋現(xiàn)象
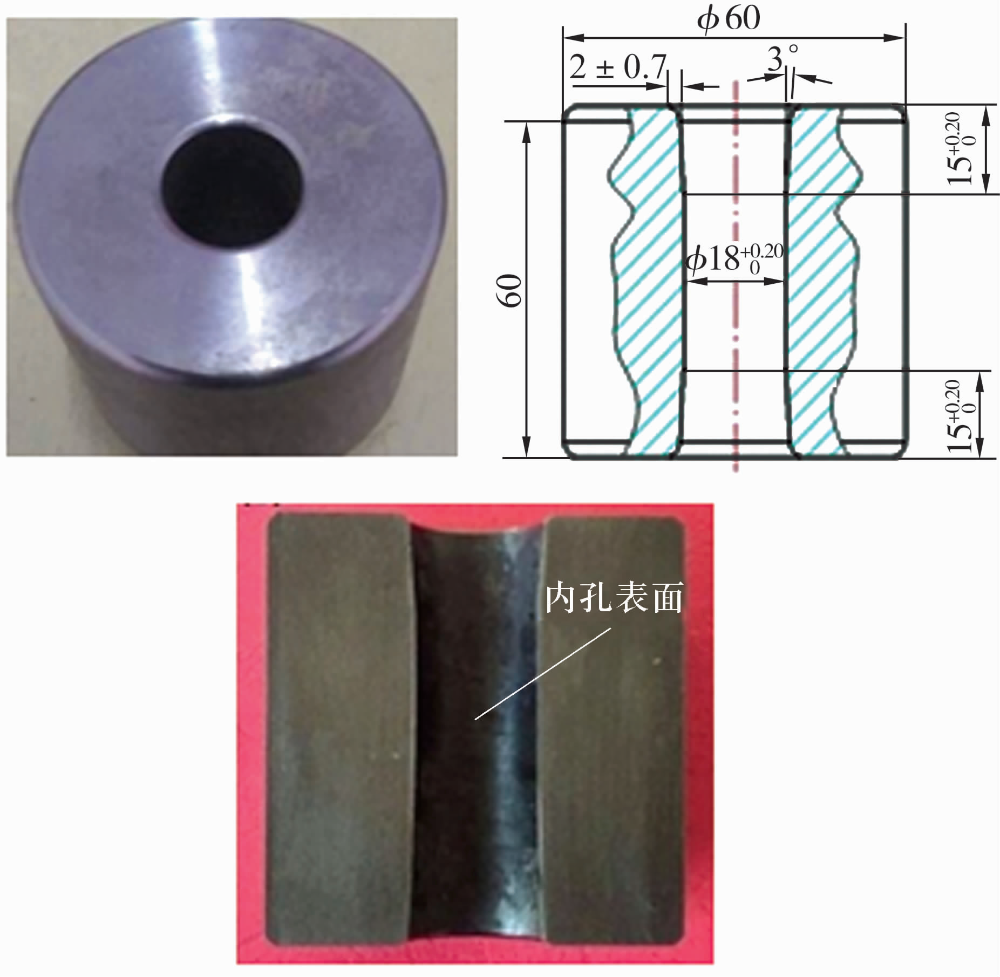
在上述無(wú)背壓的“穿膛過(guò)”磨粒流加工條件下���,將加工后的工件線切割開(kāi)��,可以明顯看出進(jìn)出口處的尺寸d1����,大于中間區(qū)域的尺寸d0,并形成“喇叭口”�����。出現(xiàn)該結(jié)果的主要原因是由于黏彈性磨料在出口處的突然擠入與釋放時(shí)形成的擠壓壓力過(guò)大���,從而在工件兩端出現(xiàn)嚴(yán)重的過(guò)拋現(xiàn)象,嚴(yán)重影響空心滾子的尺寸��。為避免“喇叭口”的形成����,應(yīng)該控制進(jìn)出口的壓差����,使磨粒流在加工過(guò)程中實(shí)現(xiàn)均勻的擠壓運(yùn)動(dòng)。因此��,在擠壓過(guò)程中對(duì)磨粒流施加一個(gè)回程壓力�,即背壓P2與“穿膛過(guò)”式(背壓P2為零)的情況相比�,在擠壓過(guò)程中增加磨料流回程壓力����,可以降低壓力在進(jìn)出口處的突變���,實(shí)現(xiàn)進(jìn)出口處壓力的小壓差調(diào)節(jié)���,從而有效抑制“喇叭口”的形成��,其原理如圖6所示�����。
式中:N為單位面積作用的磨料的磨粒數(shù)量��;ls為加工行程���;Rw為磨料流的半徑;Rc為磨料缸的內(nèi)徑�����;dg為磨粒的直徑��;t為材料去除深度����。由(1)式可知當(dāng)工件內(nèi)表面較粗糙時(shí)��,材料去除深度較大����,應(yīng)采用較大的磨粒直徑。若想獲得高精度內(nèi)表面����,磨粒直徑應(yīng)隨工件表面粗糙度的變化及時(shí)調(diào)整,采用多階段磨料流加工�����,根據(jù)每個(gè)加工階段后工件表面粗糙度����,逐漸減小磨料直徑����。
3.3 磨料流加工對(duì)內(nèi)孔表面粗糙度的影響
表面粗糙度作為表面完整性的一個(gè)重要指標(biāo),對(duì)產(chǎn)品質(zhì)量起著決定性作用���。通過(guò)試驗(yàn)可以看出磨料流加工時(shí)�,游離態(tài)的碳化硅磨粒對(duì)GCr15軸承鋼滾子內(nèi)表面粗糙度具有很好的改善效果��。利用接觸式探針對(duì)磨料流加工后的滾子內(nèi)孔表面粗糙度進(jìn)行測(cè)量�����,結(jié)果如圖5所示:隨著氧化皮的去除�,內(nèi)孔表面粗糙度Ra值均明顯下降�。內(nèi)孔表面經(jīng)過(guò)15 min磨料流加工后,采用46目磨粒時(shí)���,Ra由初始的4.60 μm降至1.00 μm;而采用220目的磨粒時(shí)�����,Ra僅降至1.63 μm����。由此可見(jiàn)��,選擇合適的磨粒目數(shù)對(duì)表面的加工精度和加工效率起到至關(guān)重要的作用��。
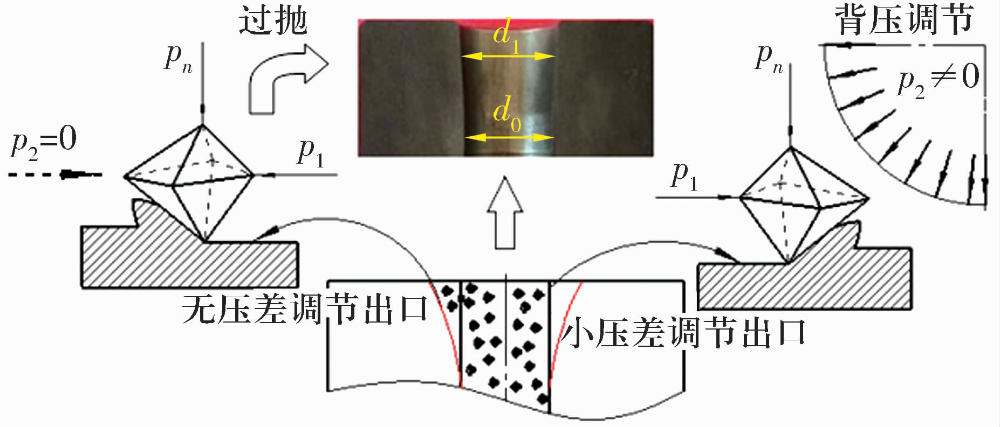
圖6 小壓差與無(wú)壓差調(diào)節(jié)拋光出口處對(duì)比分析
Fig.6 Comparative analysis of AFM with a small differential pressure and no differential pressure adjustment at polishing outlet
為進(jìn)一步驗(yàn)證背壓下磨料流對(duì)空心滾子內(nèi)孔進(jìn)口與出口氧化皮的擠壓去除效果�,分別將背壓設(shè)定為0,2.0 MPa進(jìn)行20次循環(huán)的磨料流加工����。試驗(yàn)后測(cè)量空心滾子的端口處直徑�����,結(jié)果如圖7所示:采用無(wú)背壓“穿膛過(guò)”式磨料流加工后的徑口直徑為20.112 mm�����,而采用2.0 MPa背壓后的徑口直徑為19.120 mm���。為確保加工后滾子內(nèi)孔的尺寸,在加工過(guò)程對(duì)磨料流施加適當(dāng)?shù)谋硥?���,可有效抑制過(guò)拋現(xiàn)象���。
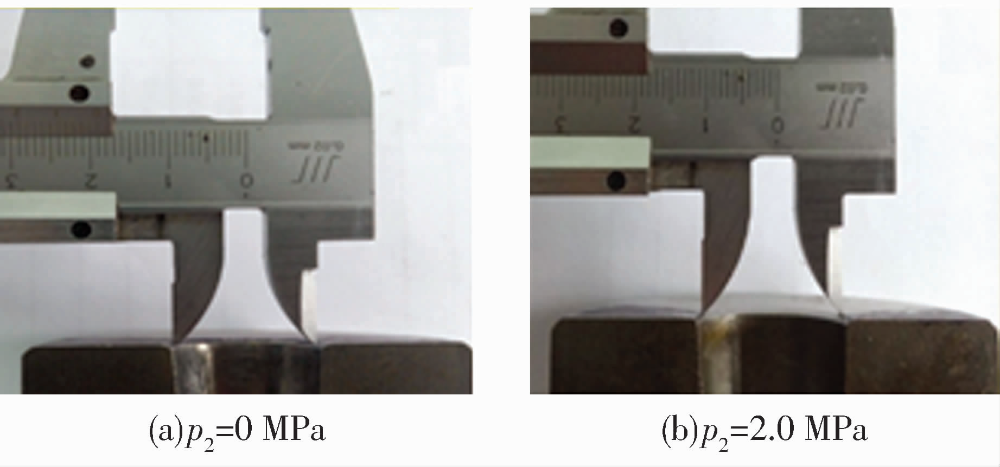
圖7 無(wú)背壓及背壓調(diào)節(jié)下端口倒圓情況
Fig.7 Rounding of port without back pressure and back pressure adjustment
3.5 加工效果對(duì)比
基于上述試驗(yàn)結(jié)果,將磨料流去氧化皮方法與傳統(tǒng)手工和噴砂去氧化皮進(jìn)行對(duì)比����,結(jié)果見(jiàn)表1,采用磨料流加工方法去除氧化皮的經(jīng)濟(jì)性和加工質(zhì)量均明顯優(yōu)于其他2種�,且磨料流加工法更環(huán)保,但加工效率略低于其他2種��。
表1 手工��、噴砂與磨料流去除氧化皮成本和加工效率對(duì)比
Tab.1 Comparison of costs and machining efficiency of manual����,sandspray and abrasive flow to remove oxide films

4�����、結(jié)論
針對(duì)空心滾子內(nèi)孔表面氧化皮的去除難題����,利用磨料流加工法去除內(nèi)孔氧化皮,獲得了較為理想的加工效果����,且磨料粒度對(duì)表面的加工質(zhì)量至關(guān)重要。通過(guò)試驗(yàn)與研究得出以下結(jié)論:
1)將碳化硅磨粒作為黏彈性流體磨料介質(zhì)應(yīng)用于磨料流加工中���,加工質(zhì)量較高,且可有效去除內(nèi)孔表面的氧化皮��。
2)采用的黏彈性碳化硅磨料粒徑應(yīng)與被去除氧化皮表面相匹配��,若去除氧化皮較厚且表面較祖糙的毛坯面���,應(yīng)選用較粗氮化硅磨粒�����;若去除氧化皮較薄且表面較光滑����,則需選用超細(xì)碳化硅磨粒�����。
3)隨著氧化皮的去除��,滾子內(nèi)孔表面粗糙度顯著降低��。若延長(zhǎng)加工時(shí)間(增加加工循環(huán)次數(shù))并選擇合適的粒度���,內(nèi)孔表面粗糙度完全可以實(shí)現(xiàn)納米級(jí)的精密加工��。
4)利用磨料流加工法去除空心滾子內(nèi)孔氧化皮���,由于黏彈性磨料在出口處的突然擠入和釋放時(shí)形成的擠壓壓力過(guò)大,從而導(dǎo)致“喇叭口”現(xiàn)象的形成��。在擠壓過(guò)程中增加磨粒流回程壓力����,可以有效抑制“喇叭口”的形成。
5)與傳統(tǒng)手工和噴砂加工法相比����,采用磨粒流加工方法去除氧化皮在經(jīng)濟(jì)性����、加工質(zhì)量����、綠色加工等方面的優(yōu)勢(shì)更顯著�����。
(參考文獻(xiàn)略)
文章發(fā)表于2022年2期《軸承》
引文格式:
于吉鯤���,孫旭,吳鳴宇.利用磨料流去除空心滾子內(nèi)孔氧化皮的試驗(yàn)研究[J].軸承����,2022(2):39-43.



 返回
返回